The benefits of automated packaging vision inspection
With the rapid development of science and technology, automation technology has been widely used in various fields, in which automated packaging vision inspection as a key link in the production process, for enterprises to bring many benefits.

Automated packaging vision inspection system through the advanced machine recognition and image intelligent processing technology, reduce or even eliminate printing errors and omissions, can be in a very short period of time on the product for comprehensive and accurate detection. Compared to manual inspection, automated systems can operate 24/7 without the limitations of working hours and fatigue, thus significantly improving productivity. Even on high-speed production lines, automated vision inspection can quickly and accurately identify and process products.
2. Ensure product quality
Automated packaging vision inspection systems are able to inspect the appearance, size, labelling and many other aspects of the product to ensure that each product meets predetermined quality standards. By eliminating the human factor, it reduces quality problems caused by human error and effectively improves product consistency and reliability. This is crucial to ensuring product quality and enhancing brand image.
The introduction of automated packaging vision inspection system can reduce the enterprise's labour costs. Not only can it reduce the number of people required to perform repetitive tasks, but it can also avoid errors caused by human negligence or fatigue. Through highly accurate image processing and analysis, the automated system reduces the generation of non-conforming products, reduces the scrap rate and improves the economic efficiency of the production line.
4. Real-time monitoring and data analysis
The automated packaging vision inspection system can monitor all aspects of the production process in real time, and identify and solve potential problems in a timely manner. By collecting and analysing a large amount of data, companies can gain an in-depth understanding of the production situation, make intelligent decisions, and further optimize the production process. This helps to improve production transparency, reduce risks and enhance the competitiveness of enterprises.

With the constant changes in market demand, product diversification and customisation has become a trend. Automated packaging vision inspection system has the flexibility to quickly adapt to different product specifications and requirements, providing enterprises with greater production flexibility and helping them better meet market demand.
Overall, the widespread use of automated packaging vision inspection brings multiple benefits to enterprises, including increased productivity, product quality assurance, reduction of labour costs and human errors, real-time monitoring and data analysis, and adaptation to diversified and customised requirements. This not only improves the competitiveness of enterprises, but also lays a solid foundation for the sustainable development of the industry.
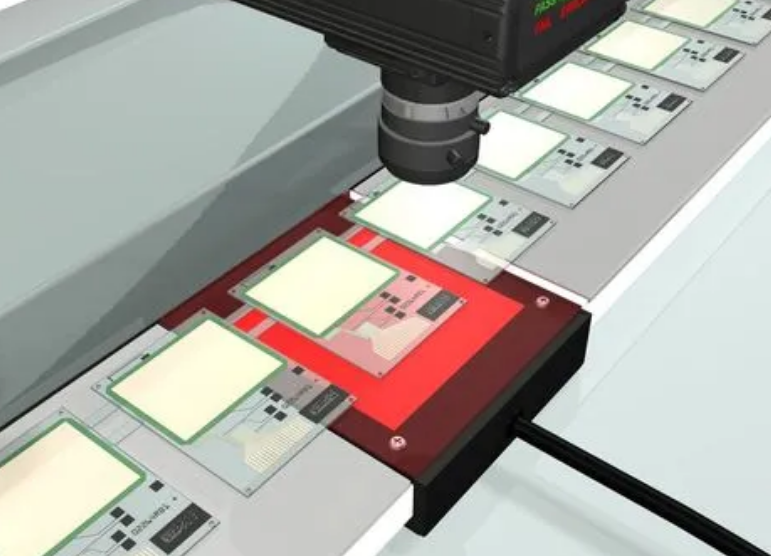
Guangzhou Sunho Testing Equipment Co., Ltd. has independently developed and manufactured a packaging vision inspection project machine, which aims to eliminate printing errors and omissions, reduce quality losses and improve product quality. Adopting machine vision technology, it can complete the presence or absence and consistency detection of energy efficiency, logos, posters, back circuit diagram nameplates and so on.

Technical parameters:
1,power supply: AC380V ± 10% 50HZ three-phase four-wire system (the user to provide)
2,control voltage: DC24V
3,compressed air: 0.5-0.68Mpa (user-provided)
4,Detection beat: s13s
5,ambient temperature: -10 ℃ -40 ℃
6,Colour of equipment: subject to Party A's colour code card and general technology
(1) The testing content of this project mainly contains energy efficiency and two-dimensional code, logo, stickers and posters, display screen, water dispenser and so on. Because of the small refrigerator height, width, front and back differences, (the highest refrigerator 1810mm metres, the lowest 1200mm metres, the height difference of 400-600mm or so; width difference of 400-600mm or so; width difference of 400-600mm or so. 600mm or so; width difference: the narrowest 475mm or so, the widest 595mm or so, the difference is more than 120mm; thickness difference: the thinnest 475mm or so, the thickest 660mm or so, the difference in thickness is close to 200mm), refrigerator front detection using Cartesian coordinates robot driven visual inspection structure in accordance with the preset coordinates and inspection route movement to the designated location detection, refrigerator back The back of the refrigerator adopts single-axis motion module to drive the visual inspection structure to move to the designated position for inspection according to the preset height.
(2) This project adopts non-stop line detection, the refrigerator adopts the rear positioning method, the front uses the guide and side push mechanism to push the bottom drag, so that the back of the refrigerator is flush, scanning the back of the box barcode (missed scanning stop line, manual make-up scanning), the back of the motion module to move to the designated position, to be in place to take pictures to identify the box, the Cartesian Coordinate Robot to be in place to the box in accordance with the preset detection points and routes with the line for detection, barcode scanning success rate ≥ 99%, the barcode scanning success rate ≥ 99%. Barcode scanning success rate ≥ 99%, automatically detect the line speed of the production line, automatically adjust the beat of the detection system.
Inspection content:
1. energy efficiency: detection of energy-efficiency QR code, energy-efficiency level, can detect whether the energy-efficiency level is consistent with the standard, the level of general for the first, second and third level, the level of error can be effectively differentiated, the detection of energy-efficiency QR code content is consistent with the standard; service QR code, service QR code brand, service QR code can be detected in the content of QR code contains a bar code and the bar code on the back of the bar code - the same, the brand of the service QR code whether it is consistent with the model number.
2. Logo: establish logo template, choose different templates according to different models during maintenance, and compare the corresponding logo template with the detected template result after scanning the barcode to detect whether the logo is consistent, including but not limited to the type of logo in the right figure.
3. Posters, stickers:Select the obvious characteristics of stickers or posters as the detection template, scan the barcode after the corresponding detection template to call, and the camera to identify the results of the comparison, the detection of stickers or posters whether the standard is consistent, including but not limited to the right picture of the type of posters.
4. water dispenser, display: selected water dispenser or display of obvious features as a test template, scanning the bar code to call the corresponding detection template, and the camera to identify the results of the comparison, detection of water dispensers or displays are consistent with the standard, including but not limited to the right picture of the display / water dispenser types:.
5. back circuit diagram: select the obvious characteristics of the back circuit diagram as a detection template (domestic sales generally for the product model), scan the bar code after the pair to retrieve the corresponding detection template, and the camera to identify the results of the comparison, the back with the circuit diagram is consistent with the standard, including but not limited to the right picture of the type of back circuit diagram.

(1) Overall detection error detection rate ≤ 2%, wrong detection rate ≤ 0.5% (equipment reasons).
(2) Detection standards, content, results and photos and test data can be presented through the Kanban board, voice reading can be reported product model, batch, test results and unqualified test items, and through the three-coloured alarm lights and buzzer prompts, such as unqualified need to stop the line of manual intervention, qualified release.
(3) Detection data, results and photos are stored locally and automatically generate reports, photos are classified and named according to the date, model, barcode, test part name, test results, to facilitate management, traceability and query, with the function of docking MES.
(4) The operation and maintenance interface of the equipment is simple and convenient for operators to adjust, maintain and view the data, and it has the ability of anti-dumbness to prevent improper operation leading to undesirable consequences, and the maintenance of the information is offline, and shall not affect the on-site production during the maintenance period.






